Hi Jay,
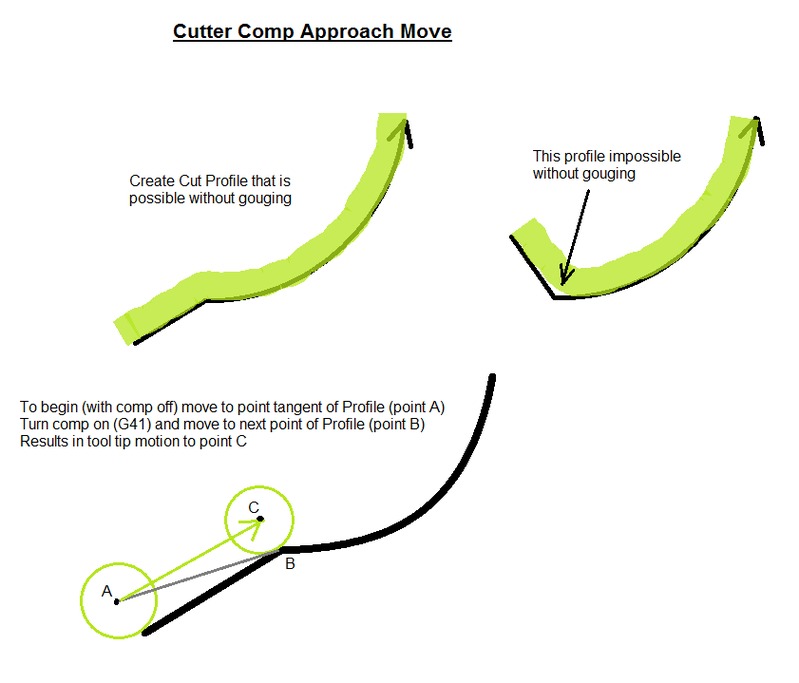
We probably need to work on cutter compensation. Doing some research it seems the better systems perform a lookahead past the first Approach Move to adjust the motion length of the Approach Move to end up on (and tangent) to the specified profile?
Our GCode Interpreter and cutter compensation was taken from the original public domain NIST EMC code.
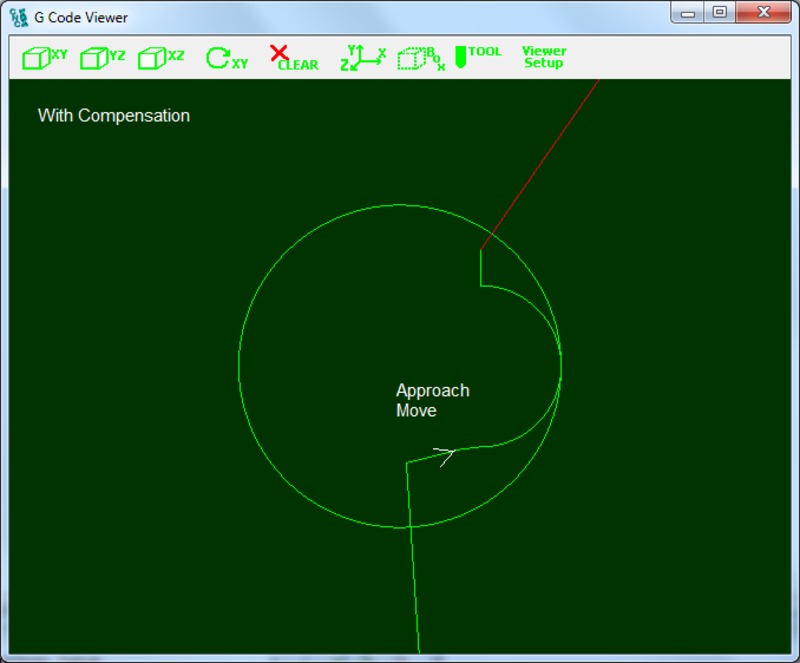
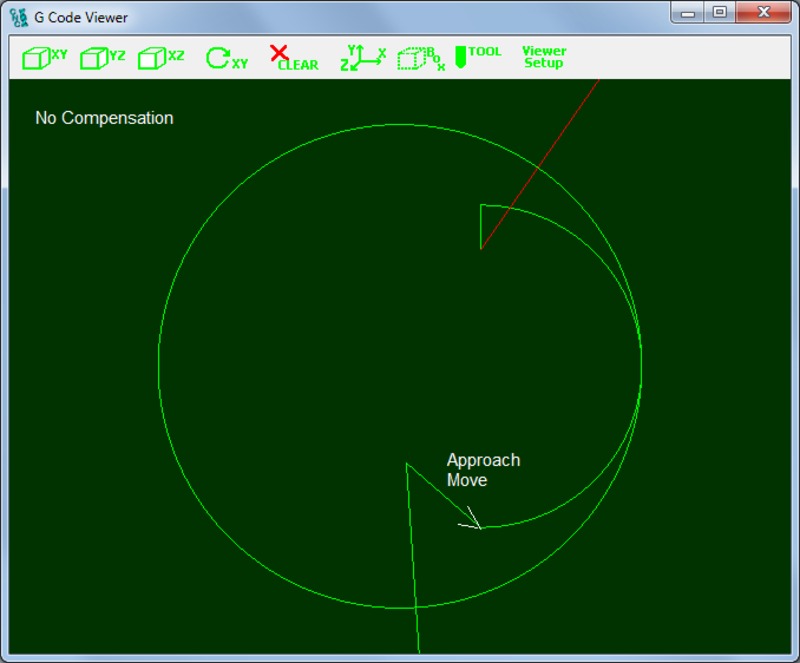
I was able to adjust the Approach Move of your code to run without errors. See the attached GCode, the attached diagram, and two GViewer Plots showing the path with/without compensation.
If anyone has any insight please speak up.
Regards
TK
{kind=link}
{kind=link}
{kind=link}